
关于三边封折底直立袋的生产
http://www.packltd.cn 时间:2020年7月2日 关注数:1090 次 |
摘要:安装底热封刀。底热封刀一定要固定好,不能有松动,压力调整要均衡,必须重叠。
(1)安装底热封刀。底热封刀一定要固定好,不能有松动,压力调整要均衡,必须重叠。
(2)张力。底封簿膜的张力(底衬)一定要小于制袋基材的张力,如果张力太大,影响打孔外,底衬簿膜需要用于三角架从中间折叠,这个位置易产生划伤而破裂。
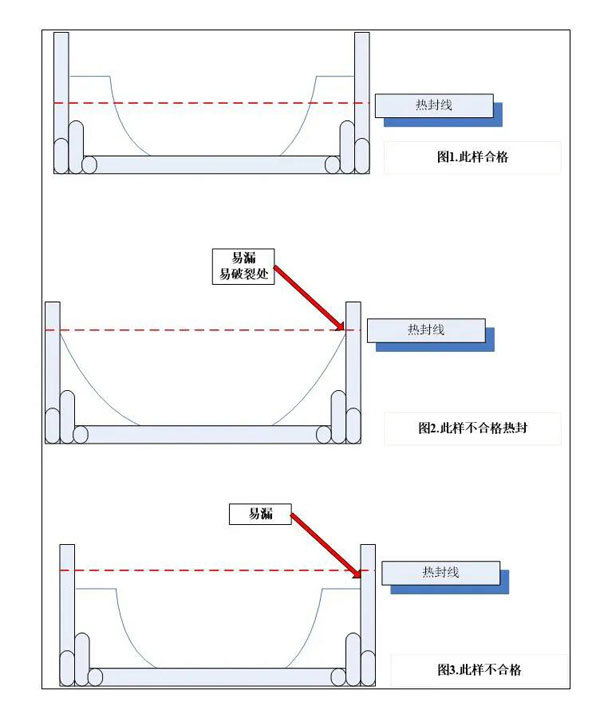
(3)底封位置。底封的位置应调整在四层簿膜交汇处以上5~10mm, 低于这个位置60%成品袋会有漏气现象, 底封热封宽度(四层交汇处) 应大于边封宽5mm。
(4) 加强热封块的补充热压。补充热压在四层交汇处。
(5) 加强或改进熟化工艺, 建议实行二次熟化工艺。即制袋或分切后再次熟化, 内层材料CPP用90℃3h、内层为PE则用70℃12h, 效果会更好些。
(6) 在做几项检测之后再批量生产。如耐压性、密封性、复合牢度、热封强度及跌落试验等。
(7)上胶量。 内装液体物质, 其上胶量应适当加大, 一般干胶量可达4.5g/m2
(来自:包装企业网)











