
干式复合机的控制原理
http://www.packltd.cn 时间:2025年10月13日 关注数:249 次 |
摘要:在软包装行业加速迈向智能制造的背景下,本篇深度报道揭示了现代化干式复合机保障产品质量的四大关键技术支柱。文章详细阐述了设备如何通过多电机矢量张力控制系统维持基材稳定,利用高精度同步驱动确保运行平稳,结合分段 PID 智能温控优化溶剂残留处理,并依靠精密气动涂布技术实现微米级上胶。这不仅是对机械原理的解析,更是对软包设备向数字化、自动化演进趋势的深度洞察。
在软包装行业向数字化、智能化转型的浪潮中,干式复合机作为将不同基材“合二为一”的关键设备,其控制系统的精度直接决定了较终产品的剥离强度、透明度及平整度。如今,宏吴机械深入解析了现代化干式复合机的四大关键控制原理,揭示了这一精密设备如何通过多系统协同,实现高质的复合工艺。
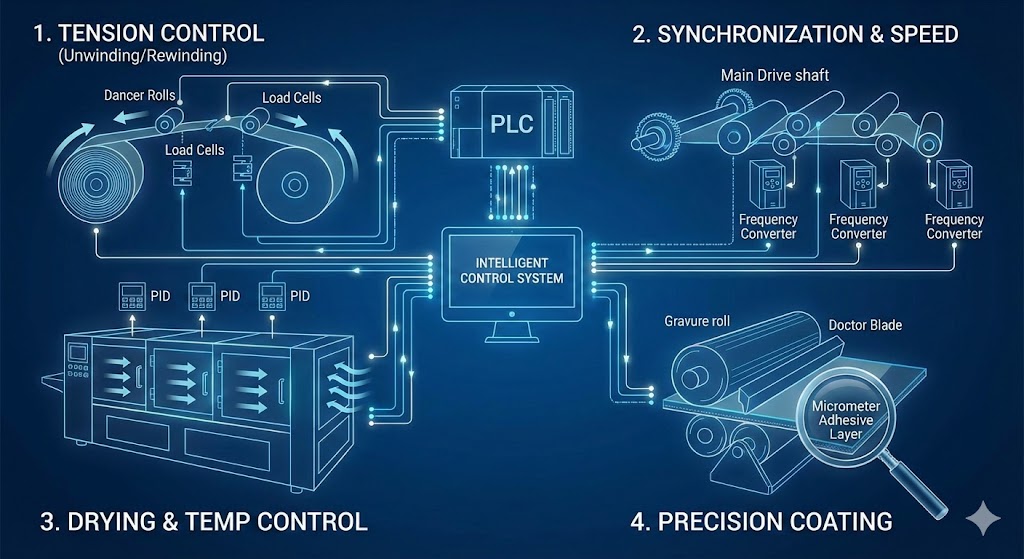
1. “神经中枢”:整机张力控制系统 (Tension Control System)
张力控制是干式复合机的灵魂。如果张力不稳定,基材在高速运行中极易产生拉伸变形、起皱或隧道效应。现代干式复合机通常采用七电机或多电机矢量变频控制,通过 PLC(可编程逻辑控制器)实现全闭环控制。
放卷单元(Unwinding): 系统通过浮动辊(Dancer Roll)或张力传感器实时检测基材拉力,将信号反馈给 PLC。PLC 通过 PID 算法运算后,精细控制放卷电机的扭矩或磁粉制动器的阻力,确保随着卷径减小,张力依然恒定。
收卷单元(Rewinding): 采用锥度张力控制(Taper Tension)技术。随着收卷直径的增大,系统自动按比例减小张力,防止内层过紧导致纸芯变形,或外层过松导致跑偏,也就是常说的“内紧外松”。
2. “精细肌肉”:同步驱动与速度控制 (Synchronization & Speed Control)
为了保证涂布、烘干和复合的一致性,整机的速度同步至关重要。
主速度基准: 通常以复合单元(热压辊)的速度作为整机的主速度基准(Master Ref)。
多段同步: 涂布辊、烘箱内的导辊以及收卷轴,均通过变频器跟随主速度。
微调补偿: 高质机型会在两个色标之间进行极微小的速度补偿,利用伺服电机的快速响应特性,确保基材在经过几十米长的烘箱后,依然能保持严格的套准精度。
3. “热能管理”:分段温控与烘干系统 (Drying & Temperature Control)
干式复合的关键在于将涂胶后的基材中的溶剂(乙酸乙酯等)彻底挥发。控制原理侧重于热风流体力学与 PID 温控的结合。
三段式单独温控: 烘箱通常分为预热区、恒温挥发区和残留溶剂处理区。每个区域拥有单独的温度传感器和加热控制器,PID 逻辑根据设定值自动调节加热功率。
风量负压控制: 进风与排风变频控制,确保烘箱内形成微负压,既能高效带走溶剂蒸汽,又能防止热气外溢影响车间环境。
4. “精密涂布”:网纹辊与胶量控制 (Coating & Adhesive Control)
涂布单元决定了复合的成本与质量。其控制原理依赖于机械精度与刮刀角度的配合。
刚性传动: 涂布网纹辊通常由单独电机驱动,与基材运行速度保持严格的比例关系(通常为 1:1 或根据工艺微调)。
气动刮刀系统: 通过气缸精确控制刮刀的压力和角度,确保胶水在网纹辊穴中转移的均匀性,实现微米级的上胶量控制。
结语:迈向智能制造
宏吴机械表示:“现代干式复合机已不再是简单的机械组合,而是一个集成了张力算法、热力学控制与流体精密计量的智能系统。理解这些控制原理,有助于企业优化工艺参数,大幅降低损耗。”随着工业 4.0 的推进,未来的干式复合机将更加依赖于数据反馈与自适应控制,为软包装行业带来质的飞跃。











