
制版作业指导书,软包厂记牢哦
http://www.packltd.cn 时间:2019年4月8日 关注数:1368 次 |
摘要:在最大限度保留客户原稿设计风格和对各工序不造成困难的前提下进行修改,所有的改动必须客户书面确认,修改内容多且复杂时,须客户看样确认。
1. 目的
通过对制版过程的合理化管理,保证及时准确的制做版辊,满足客户及生产的需要。
2. 适用范围
适用于XX印刷有限公司的制版过程。
3. 职责
3.1制版组负责对稿件的整理、制做及归档,《制版委托书》的填写及打样稿的审核。
3.2综合服务部负责《制版通知》的填写。
3.3印刷产品销售部负责《接稿单》的填写及信息的准确传递。
4. 作业内容
4.1准责
在最大限度保留客户原稿设计风格和对各工序不造成困难的前提下进行修改,所有的改动必须客户书面确认,修改内容多且复杂时,须客户看样确认。
4.2合法性
客户稿件有注册商标时,即带“®”字样的图案,文字等,必须要有客户提供商标注册证的证明,否则不予制版及印刷。
4.3稿件整理,审核:
4.3.1 随行资料必须齐全,接稿单中所有需要的各项必须填写,并且和稿件相一致,不可互相矛盾。
4.3.2 光盘中内容应和稿件相一致,如有不同,需要确认。光盘中电分图的分辩率必须≥300DPI。
4.3.3 印刷色数应正确合理。
4.3.4 三原色兰(C) .红(M).黄(Y).其中两两叠加会变色:CM叠加为深兰色:CY叠加为绿色,MY叠中为大红色。
当文字色和底色反差较大时,此时做直压,肯定都会变色,对于稿件中会发生变色的部分一定要提前通知客户或业务。
4.3.5 层次版中一定要有唯一可见的层次标准。
因每台电脑的显视器设置不同,不同的电脑看到的颜色也会不同,所以不能以光盘作为层次效果,当客户不能提供层次效果时,由我们打IRIS样供客户确认。客户需在确认样上签字。
4.3.6 条码大小(EAN-13):31.35(条码纹宽度)mm×22.85(短条码纹高度)mm,左右空白区按左3.63mm(左边数字外)mm右2.31mm留,上下各留1mm.,以上指标准码100%的条码。
条码放大系数要求在80%-200%,并要求以5%递增;高度不低于标准条码的1/3。
条码色与底色应对比强烈,如黄条白底,红条白底绝不可以做。
4.4各工序要求(以下中的图案均指有色块部分)
4.4.1印刷
单色线条粗细不小于0.2mm,线条版浅网不低于20%,层次版浅网不低于15%大面积文字套印时需要做专色。
4.4.2 分切
图案距切刀位置大于等于2mm。
4.4.3 成品要求
a.烫封:
当图案不到边时,距边至少2mm;
b.成形:
文字距折叠边大于等于2mm;
c.制袋:
封刀距图案边大于等于3mm,如有加光油,封边处不上光油,且光油内缩3mm;
d.切片:
为便于跟踪,须有电眼或有横边为直线的图案;图案距边大于2mm;
e.韩国包:
必须有2mm透明边或背面有机横边为直线和底色对比强烈且宽度超过2mm的色块。
5. <<制版委托书>>的填写
收到综合服务部的《制版通知》及《接稿单》后开始填写《制版委托书》。
5.1总表
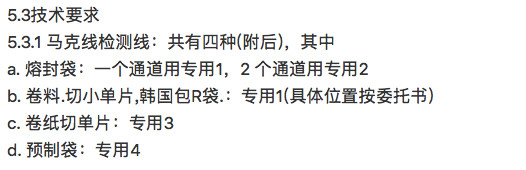
包括制版.印刷方式.印刷类别.版辊尺寸.堵头要求.技术要求.印刷色序等。
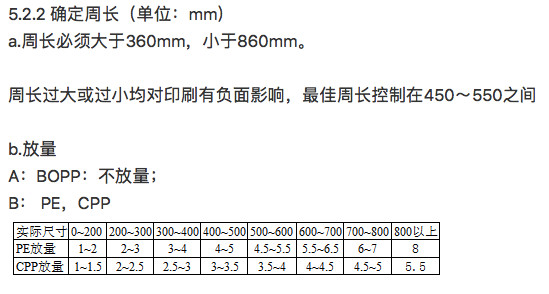
5.2排版方式
5.2.1 确定版长(单位:mm)
最终印刷宽度+马克线和检测线宽度必须小于压辊宽度,再根据压辊尺寸选择版长。
压辊宽度和版长对应关系:

(来自:包装企业网)











