
�ӽӵ����ɱ����㵽�������գ���װ������Ļ��ȫ����
http://www.packltd.cn �� ��ʱ��:2019��7��17�� �� ����ע��:1465 �� |
ժҪ���Զ�������װ��Ϊ�����ӽӵ����������ɳ�Ʒ��ȫ���̷ֱ���������ʵ���������¡�
�Զ�������װ��Ϊ�����ӽӵ����������ɳ�Ʒ��ȫ���̷ֱ���������ʵ���������¡�
һ������
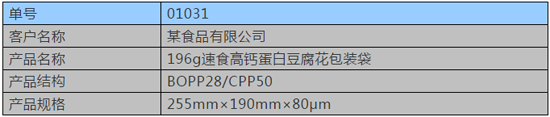
����װ������ҵҵ�ӵ�һ���¶���������������Ϊ20������߷���ӣ��ͻ���Ϣ�����ʾ��
��1 ������Ϣ
������������
ҵ��Ա�ӵ��������б���ȷ�ϣ�Ȼ����������ӹ���Ҫ����ԭ�����ϣ������ʼ첿�����պϸ���ն�������װ���������������̽��С�
������Ʒ����
���ϰ�װ�������ۼ۸���Ҫ���ɲ��ϳɱ�����������Լ���ҵ��ë�������ֹ��ɣ���������װ��Ʒ����=��װ���ϳɱ�+�������+��ҵë�������ڲ�ͬʱ��ԭ���ϼ۸��в�����ֻ�������㹫ʽ������������ֵͳ�ơ���
1����װ���ϳɱ�
��BOPP���ϳɱ�
ÿƽ�����ۣ����ۡ��ܶȡ����/1000
ÿƽ�����أ�ÿƽ���ס��ܶȡ����
��ӡˢ�ӹ��ɱ�
����ӡˢ��ī�����Ϊ8g/�O������ӡˢ���а����128g/�O��
ÿƽ�����ۣ����ۡ���ī��/1000
ÿƽ�����أ�ÿƽ���ס��ܶȡ����
��CPP���ϳɱ�
ÿƽ�����ۣ����ۡ��ܶȡ����/1000
ÿƽ�����أ�ÿƽ���ס��ܶȡ����
�ܸ��ϼӹ��ɱ�
�ɻ��Ͻ����ijɱ�=�ɻ��Ͻ�������ˮ�̺����۸�/1000
�ܼ��ɱ�=�ܼ�������ˮ�ܼ��ļ۸�/1000
2�����
����붩�����йأ������������߷�ߴ�Ϊ255mm��190mm�������Ű棬���Ժ����ŵ��ظ�����Ϊ190mm����������Ϊ2.�м�����߸�����10mm�������象Ĥ�Ŀ���Ϊ790mm������Χ510mm����ӡ��ÿת��һ��ӡ4�����ӣ���ô20����������象Ĥ�ij���Ϊ25500m����Ϊ���߷����������Ϊӡˢ�������ϡ����ƴ���������С�
��ӡˢ���
��֪��������ҵ���¶����Ի����Ϊ1500m���ɶ����Ի����Ϊ500m�������а����¶������㣬�����Ϊ1500/��25500+1500��=5.6%��
�ڸ������
������ľ���Ϊһ�θ���ԼΪ1.5%������Ϊ3%������Ϊ4.5%��������Ϊһ�θ��ϣ������ԼΪ1.5%��
���ƴ����
������һ�����ƴ�����5��������ԼΪ1.5%����5��������ԼΪ2%��������Ϊ20��������Ϊ1.5%��
�ܱ���
�������߷���Ŀ��ȼ��㣬��������Ҫ�ı�Ĥ�ķ���Ϊ190��4=760mm����ӡˢĤ��Ϊ790mm��������Ϊ30/790=3.8%��
3���
��ҵ���ƶ����ۼ۸�ʱ����Ҫ���������������õĸ������ϵijɱ�����ֽо������ֽ�ȣ����˹��ѡ�ˮ��ѡ������ɱ������������ȣ����ݴ��Ӽӹ����յĸ��ӳ̶ȣ���ҵһ���10%~40%��ë�������ڸô��ӽṹ��ԱȽϼ��ɽ�ë����λ20%��
4�����ۼ۸�
������������������ȷ������Ĥ���ۡ�
�ġ�ԭ���ϲɹ��ͼ��
���ݿͻ�Ҫ��Ϲ�˾����ʵ�ʣ��ƶ���������װ������ԭ���ϡ���Ʒ��װ���ȵ�����Ҫ����Ӧ����Ŀ��ⷽ�������
1��ԭ�����ϼ��
������Ҫԭ��������Ӧ�ij�������Ŀ�����ݹ��ұ�����ҵ������ҵ����BOPP��CPP����ī���ϼ����ܼ�����صIJ��ԡ�
2��ӡ������
���ݴ��ӹ��Ͳ���Ҫ��ȷ�����ӵ�ӡˢɫ���Ͱ��ܡ��泧�ȡ�ӡ����רҵ�ư湫˾������
�塢��Ʒ����
1��ԭ�����ã����ݶ�����������Ʒ����Ű漰���Ϲ����ƴ��������ı�����ȷ��ԭ������������
2���������գ�ȷ��ӡˢ�����ϡ��ƴ�����
�������Ʒ����Ʒ���ܼ��
ӡˢ���Ʒ������Ŀ��
��ɫ����ӡ�����㡢ͼ�����桢��ī��������ࡣ
���ϰ��Ʒ�����Ŀ��
��ۡ����ϳ��ǿ�ȡ�����ƽ���ԡ���ࡣ
�ƴ���Ʒ�����Ŀ��
����ƫ�����ƫ���ڿ���ƫ���ͼ��λ��ƫ�����ƫ����λ��ƫ�˺�ѿ�λ�á�������������������
�ƴ���Ʒ�����Ŀ��
�������������쳤�ʡ����ϰ���������ڰ���������ѹ�ԡ��͵����ԡ�������
�ߡ���װ�����
��ӡˢ�����ϡ��ƴ������Ƴɵij�Ʒ�������ʼ첿�Ű���һ���������г�죬�ϸ��Ʒ���չ���Ҫ���װ�����������װ�������涨��Ŵ��ݴ档��֤���ƽ����������á�
��װ�õIJ�Ʒ������⣬�ŵ���Ӧ������ڷ����룬�ѷ�Ӧ��������Ҫ���ڽ��м�飬�����ˬ��ͨ�硢�ɾ���Ҫ���������ʩ�����Ҹ������Ա�ʶ��
(����:��װ��ҵ��)
- �Ƽ�����
- һ��չ�ݻ������� 2027�㶫��ӡչ�걨�����1
- ����ʱ9�� 2027�㶫��ӡչ����Ż���������ֹ
- �����Ƴ�Ӧ���ڱ�Ĥ��װ�ĺ����ۺ���ӹ�������ϵ�����
- ���������졤ӡ��ֵ��Ч RMGT ���ű�����VIP��
- ��������չ�����̻����������Ϻ� ���ܿƼ����²��ݴ���
- ���ڻ��ȱ����У�600��չ�����NEPCON ASI
- ���ذ���2025�����ʱ�ǩӡˢչ�������ע��ͨ����
- swop 2025Ԥ�Ǽǻ��ȿ�����950+չ�������
- ��չ��������������Ӿ���ҵ���ˣ����ڣ����ս�Ժ���
- swop 2025��������Ȱ�װ��ҵ������������











